
The weather was typically terrible this morning so we decided to tackle Walla Crag the opposite direction walking along the banks of Derwentwater from Keswick to Ashness Gate landing in the pouring rain. We started the climb up to Falcon Crag via Ashness Bridge just as the clouds began to lift and reached Walla Crag in brilliant sunshine. The view was spectacular and well worth the climb. Our Discover shoes were superb, so light and stable even on the roughest ground thanks to the way your foot is cupped by the sole. Vibram rollingait system gave our tired legs a lot more spring than normal shoes or boots. A short slog back down the hill to town was straight forward. The 9km on the map turned out to be more like 12 thanks to some path closures but it was a fun day out, even Daisy the Spaniel, had a good time.

Welcome to the new GRUBS website!
As you may have noticed, we've made a few changes to our website – we hope you like the new look!
Do have a click around and let us know what you think. The site is now fully mobile-responsive, so you can read all about GRUBS while on your phone or tablet.
Why not start by brushing up on some GRUBS history, which takes in several Olympic Games and stretches all the way back to 1825.
Back in the present day, we're looking forward to the new season, which sees Rainline™ available in two new fashion colours; HEATHER and ROSEWOOD.
A slim profile leg, gives it a sleek appearance.

Meanwhile, SKYLINE™ is available in Mahogany with Rosewood trim and Black with Heather.
SKYLINE™ offers andeasy and relaxed fit with bags of country style.
A quilted leg and colourful YARD™ sole. Our classic MIDLINE™ boot is available in Violet.

Delving into the GRUBS Olympic past
When Samuel Foster took over the family business from his father in 1829 he had little or no idea of what a significant part in history he would play.
The Foster family had been cordwainers in the small village of Sandiacre, Nottinghamshire for generations, making shoes for the local gentry and middle classes since 1776.
In 1862 a man walked through Samuels door who was going to change that forever! Samuel Biddulph was the brightest star of Nottinghamshire cricket and he was looking for an edge over his competitors the hobnails on his white shoes simply didn’t bite into the hard ground when he was using the new over armfast bowling technique he had developed.
The Two Samuels hit upon the idea to make the nails longer and pointed (Spikes). Sam Foster approached the local blacksmith Thomas Towel with idea and he agreed to make some short flat-headed nails for Sam to use in Biddulph's shoes.
Biddulph and Foster were the main topic of conversation throughout the 1863 season and cricketers from far and wide travelled to Sandiacre to buy Sam Fosters Cricket shoes.

Left to right: James (Rachael’ s great-grandfather), John, Mariah and Joseph circa 1910.
For the next twenty years Sam continued to make his cricket shoes and made early shoe for Golf and new sports such as football, Sam's three nailed studs were legendary in Nottingham and the surrounding towns.
Events took a twist in early 1890 when his young grandson Joseph came to visit. Both young Joe and his older brother were keen runners and they immediately saw that a pair of their grandfathers shoes, would give them an advantage on the track:
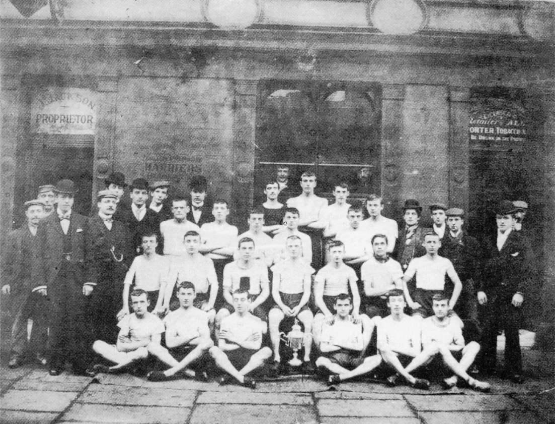
A young Joe seated third from the right with his fellow Bolton Harriers in 1900.
Joe was not content though and set to work in his bedroom above his fathers confectionary shop at 90 Deane road Bolton removing the heels and stripping weight from his shoes.
Joe stayed with his grandfather the following year to learn how to make shoes and continued to evolve his design.
Sam died the following March and young Joe returned to Bolton with his grandfather’ s tools and knowledge.
At last in 1898 he had perfected his Running Pump. It was ultra light used the softest and strongest leathers; most importantly it had six one inch long SPIKES in the front for ultimate grip.

An early ad depicting the revolutionary shoe, it is easy to see why they were in such high demand.
His fellow club runners marvelled at his ‘RUNNING PUMPS’ and he found himself with a fist full of orders at every race he attended.
He set to work in his father’ s back yard, making shoes for local athletes, results on the racetrack and word of mouth spread the news.
In 1904 the legendary Alf Shrub, blistered down the track at Ibrox Park, Glasgow smashing three world records in one race wearing Joe Foster’ s Pumps. Within four years Joe’ s Pumps were renowned as and worn by the best!
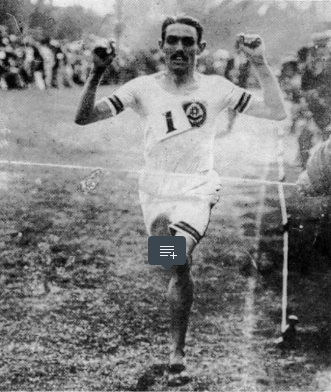
Alf Shrubb, who in 1904 broke the six-mile (29.59.4), ten mile (50.40.6) and the hour (11miles, 1,137yards) records in one race wearing ‘ Joe Foster’ s Famous Shoes’
Athletes came to his little shop at 57 Deane Road from all corners of the Empire to be personally fitted by Joe.
By 1910 demand had grown such that he had to expand, next door and create the worlds first athletic shoe factory:

The Olympic works circa 1966
In ‘ The Olympic Works’ , girls toiled on new fangled sewing machines, while highly skilled artisans fitted spikes and hand-sewn welts to create the shoes that graced the feet of the worlds fastest.

Inside the Olympic Works, Joe is on the far right, Billy has his back to the camera on the left, Foster’ s Originals and De-Luxe in production.
No detail was too small for Joe Foster, athletes still tell of shoes that were not only made for individuals but individual races! Straps for cross country, heel spikes for hurdlers, even the number of bends was considered for every shoe.
At the 1936 Olympics, C.B. Holmes wore shoes so light they were designed to last just one race!
In 1914 the wearers of Foster’s Shoes wore medals for valour as the Olympic Works turned to making and repairing Army boots.
My twelve year old great-grandfather had the grim job of washing Flanders mud from returned boots in an immense tub in the back yard “I remember when the water wasn’t grey but red!” he used to tell my father.

The grim reality, local solders, during the third battle of Ypres.
Peace returned and at the1924 Olympics two British stars, Harold Abrahams and Eric Liddell, immortalised in the film ‘ Chariots of Fire’ duelled on the track in Foster’ s Running Pumps.
My great-grandfather, James and great uncle Billy shared the love and enthusiasm for sport that had driven their father.
They were both keen members of Bolton Harriers, Billy being Club Champion for three years running, following his father as Secretary.

My great-grandfather James (left) pictured with a fellow harrier.
He earned notoriety as the ‘ Captain’ when writing the athletics column in the Bolton Evening News. He never passed up the chance to promote the family business!
“The Harriers are favoured in that they have Joe Foster to attend to their shoes, for he will be able not only to advise as to the type of gear that is likely to be most suitable for the Castle-Irwell and Crewe courses, and to provide such, and I would advise the lads to get the shoes they require now, and not leave such provision to the last possible minute”.
(Bolton Evening News-1924)
In 1933 Joe died suddenly and left the business to Billy and my great-grandfather, who expanded into the wider sporting world. By the early ‘50’ s Foster’ s Rugby and Soccer boots graced the feet of many of the top players from Manchester United, Liverpool, Newcastle United and Bolton Wanderers. Their fame was such that when the Moscow Dynamite team made its first trip to the West they all stopped by the Olympic Works, to be personally fitted with new boots.

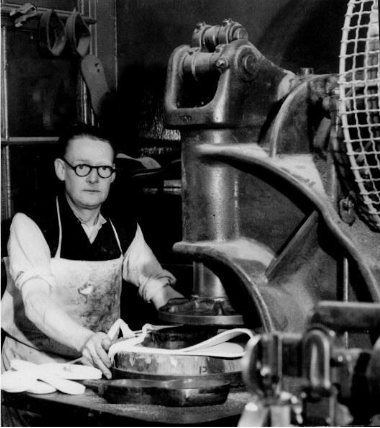
Jeff (left) and Joe Foster finishing football boots in 1958
In the early 50’ s my grandfather, Joe and great-uncle Jeff began their apprenticeship at the Olympic Works, learning the skills and knowledge that has been passed down from father to son. The notorious hand sewing of welts began to be done by machine but ‘studs and spikes must still be fitted by hand to the specification of each customer’ they were instructed.
By 1958 the Olympic works was at full capacity, 20 craftsmen producing over 30,000pairs of hand made boots and pumps each year, 8,000 finding the feet of new American stars under the Stewardship of Yale and Olympic Coaches Frank Ryan and Bob Geinjack.
Storm clouds were gathering however, when Mariah died in the autumn of that year Billy and My great-grandfather began to disagree on the direction of the company, added to this my grandfather and great-uncle wanted to have a greater say in the business they would inherit, disagreement turned into a full blown feud, with my great-grandfather trapped in the middle!
Billy wanted to continue as they had always done with the quality and craftsmanship the prime consideration. My grandfather and great-uncle saw the rise of cheaper, new technology, being used by Adidas and Puma as the way forward and pressed for a change! At the1958 FA Cup Final Nat Lofthouse scored the winning goal for Bolton Wanderers in Foster’ s boots. That same year my Grandfather and great uncle left under a cloud to found a new company ‘Reebok’.

The two companies were now bitter rivals, but it could not last. In 1960 the Foster company began to fall apart, Billy died in the spring from pneumonia.
Six years later the Olympic works was part of the area to be cleared to build a new technical college, James was producing shoes right up to the bulldozers moving in!
The next 10years saw a gradual decline in the Foster business as my great-grandfather watched one supplier after another go to the wall as British industry struggled into the seventies.
For my grandfather and great-uncle the story was very different, Reebok was establishing its own reputation with its own records and medals in the major games. 200,000 pairs found fame on the feet of the worlds athletes every year. Whilst in 1981 they were rated number one for quality by Runners World Magazine.
Their foresight and Dedication to product development and performance ensured continued success. Throughout the seventies and 80’ s Reebok remained very much a family firm, with my grand mother, great-aunt and my grandfather’ s younger brother John all working for the company.
My dad’ s apprenticeship started early, with school holidays spent making boxes, cementing soles and lacing shoes. His weekends were adventures to muddy fields and hillsides, selling shoes to athletes at races.

My father, David & grandfather, Joe in 1984
My dad began to work full time for my grandfather in 1983 becoming the six generation of Fosters to hand craft the finest running shoes for the world’ s greatest athletes.
My Grandfather sold Reebok in 1984 to the American distributor, but my father continued to work for them until 1993, designing many of the famous classics the company is known for.
After an apprenticeship of 15 years he returned to Bolton to form his own company, to design and develop shoes for a range of international brands.While on a business trip to China my dad met an old friend who had an idea to use neoprene in rubber boots.
The two of them worked on the idea that week and my dad brought back boots for my sisters and I to try. We loved our new ‘ wellies’ and our warm toes. A further trip brought more styles, one for gardening, one for horses and one for farmers.
My Mum and Dad travelled the UK with their new boots and started to find companies to sell them. Within a couple of years the revolution had spread across Europe and the GRUBS® brand was born.
Now with worldwide sales, a reputation for innovative styles and colourful boots for all outdoor activities.
GRUBS® is known for light, waterproof, warm, comfortable boots with amazing grip. GRUBS® today is run by my mum and dad, based form their offices and warehouse in Bolton Lancashire where it all began eight generations ago.
© Rachael and David Foster 2007
How GRUBS make the best boots in the world
GRUBS® Boots are made with four Brand attributes, they are WATERPROOF™, WARM™, COMFORT™ and GRIP™.
Most GRUBS® footwear use our self-insulating INSU-FOAM ULTRA™ bootie construction which acts as a neutral medium between the wearer and the outside.
The bootie is both waterproof and insulating and exceeds the long-term effectiveness of waterproof membranes and lofted insulations, such as GORE-TEX® and 3M Thinsulate™.

We use a super stretch Chloroprene material commonly used in Deep sea dry suits, this material has a 300% stretch and is covered with a 4 way stretch knitted nylon jersey which as suggested can expand not only in width but also height.
This super stretch means the bootie can stretch up to 150% as a laminate with our SUPER-DRI™, moisture wicking terry knit lining.
INSU-FOAM ULTRA™ has a fine micro cellular structure, which stops heat transfer through its structure.
The microscopic bubbles of air are so small that it is waterproof even in 3.5mm thickness.
Bootie technologies:
INSU-FOAM ULTRA™ is super soft and super bouncy, it has a compression set of less than 7% verses 20-25% for other neoprene boots, they remain soft and comfortable for much longer than our competitors.
Other manufacturers use Styrene Butadiene Rubber, SBR, foams that are stiffer and harden over time, SBR also has a larger and more irregular bubble structure, boots made of this material are harder making them uncomfortable and prone to leak through the bootie.

SUPER-DRI™ Moisture wicking linings use thousands of fibre loops which cosset the foot and wick away moisture keeping the wearer dry and comfortable.
Combined with 5.0 INSU-FOAM ULTRA™ to provide an unequalled comfort range without sweat and heat build up.
PROTECTING YOUR FEET:
GRUB’S® is the only brand that uses self hardening layers of epoxy impregnated material to stiffen the toe and underfoot chassis of our boots to give a sure footed platform and a protective toe that can take the same sort of knocks as high end mountaineering footwear.
NITROCELL™ A removable 6mm footbed adds further insulation and cushioning due to its microscopic closed cell nitrogen bubble structure, giving the wearer superior thermal protection from cold surfaces.

3.5 TECHNOLOGY™ boots feature a tough texturised nylon face and a moisture wicking SUPER-DRI™ Terry knit lining.
INSU-FOAM ULTRA™ is a temperature Neutral material it will keep the wearers foot comfortable in a range of 85ºF to 20ºF for a prolonged period (-5ºC to 30ºC).

5.0 TECHNOLOGY™ boots the Bootie is lined with moisture wicking SUPER-DRI™ terry knit, which keeps the wearer dry and has a super 100% stretch to fit most calves. As INSU-FOAM ULTRA™ is a temperature Neutral material it will keep the wearers foot comfortable in a range of 85ºF to sub zero for a prolonged period (-10ºC to 30ºC).

8.5 TECHNOLOGY™ A moisture wicking polyester fleece lining combined with our HIGHLOFT™ liner is made from thousands of tiny fibres that allow air to circulate and trap heat, like down feathers.
The liner wicks away excess perspiration and creates a comfortable temperature range of 60ºF to -40ºF (-40ºC to 15ºC).

10.5 TECHNOLOGY™ Adds a further 2mm of tough yet flexible natural rubber to our already excellent 8.5 TECHNOLOGY™ to make a super tough shell that can resist the most brutal forest conditions. Temperature range of 60ºF to -40ºF (-40ºC to 15ºC).

12.0 TECHNOLOGY™ Our ultimate cold weather technology uses 8.5mm INSU-FOAM ULTRA™ to increase the barrier between the wearer and the environment unlike the Felt liner used in pack boots, it does not over heat the foot which can lead to skin irritation, instead it keeps the foot temperature in balance thanks to the air circulating properties of HIGHLOFT™. Temperature range 50ºF to -60ºF (10ºC to -50ºC)
Comparisons:
Brand Chloroprene Content Stretch Resilience (Bounce)
Grub’s 70-80% 300% 15-20º (7% loss)
MBC 30% 250% 5-7º (25% loss)
Bogs 10-15% 150% 10-13º (25% loss)
Grub’s has a very high Chloroprene content, which gives higher waterproof properties, more stretch, up to double that of BOGS. More cushioning and less loss of resilience than competition.

Ceramic™ Toe: Our safety toes are made from high-tech ceramic composite materials that meet ENISO: 20345 (EN345), ASTM F2413 (ANSI Z41) and CSA Z195 standards and are 50% lighter than the equivalent steel toe.
They are anti-corrosive, non-conductive; retain heat 50% longer than steel and three times less conductive to cold. HARD TOE™: self hardening layers of epoxy impregnated material to stiffen the toe of our boots to give a protective toe that can take the same sort of knocks as high end mountaineering footwear.

Outsoles:
TRAX™ Sole, TRAX™ (DURAPRENE™rubber) outsole, which give superior grip on a variety of surfaces, the tread is designed to work with the action of the foot into zones for Grip, Traction, Stability and breaking.

TREDZ™(DURAPRENE™rubber) outsole, which give superior grip on a variety of surfaces, the tread is designed to work with the action of the foot into zones: the centres of the fore-foot have our multi-directional TWIST-GRIP™ studs, which bite into soft surfaces, they are surrounded with large blocks which feature moulded SIPING just like the small grooves on a tire or the sole of a boat shoe they expel liquid to increase the surface area of the sole in contact with the ground and reduce aquaplaning incidents. Surrounding the forepart is our FOOT-FRAME™ providing stability around the forepart and increase torsional resistance in the arch.
OUTLINE™ equine sole provide safety and grip in the riding environment.
Incorporating HEXZORB™ technology, where a hexagonal shock absorbing component is directly moulded into the heel of the outsole, to dissipate shockwaves traveling up through the wearers leg when dismounting and walking.
WORX™ SOLE(Leather Boots): Our WORX sole has a 5mm chunky tread with a horse shoe ring of upright bars around the perimeter and bi-direction studs in the centre for grip on soft ground, moulded in our own branded rubber compound ‘DURAPRENE™’ glued and stitched direct to the midsole runner at the toe (DURALITE™ EVA midsole).

TRAXION™ SOLE: has a 5mm chunky tread with a horse shoe ring of upright bars around the perimeter and direction blocks in the centre for grip on soft ground, moulded in our own branded rubber compound ‘DURAPRENE™’ (DURALITE™EVA midsole).

DURALITE™ outsole (Hunt and WORKLITE models), gives superior grip on a variety of surfaces; the Classic tread is exceptionally light due to its blown construction.
YARD™ (Cityline and Fenceline models): Classic heeled sole with light tread for riding(DURAPRENE™ rubber).
TWIST GRIP™ ( POWDER model): the tread is designed to work with the action of the foot into zones: the centres of the fore-foot have our multi-directional TWIST-GRIP™ studs, which bite into soft surfaces.
HERRING BONE™ (Field and Woodline models) (DURAPRENE™ rubber) outsole.
GRID™ (PUDDLE, ABI, BETH and RACH models) (DURAPRENE™rubber) outsole.
Outsole technologies:
HEXZORB™ Technology, The TRAX™, OUTLINE™ and TREDZ™ soles feature our new HEXZORB™technology, where an Hexagonal shock absorbing component is directly moulded into the heel of the outsole, to dissipate shockwave traveling up through the wearers leg.
TWIST-GRIP™ studs, Twisted three pointed star designed studs, which bite into soft surfaces.
UNDERFOOT CHASSIS™ self hardening layers of epoxy impregnated material to stiffen of our boots and give a sure footed platform
FOOT-FRAME™ an additional stiffened rubber layer around the ball of the foot, providing stability around the forepart and increase torsional resistance in the arch.

DURALITE™ EVA midsoles and Outsoles: Lightweight super cushioning midsoles, between the stitched welt and the DURAPRENE™ outsole or Full outsole on some models, reduces weight under foot, provides shock absorption and comfort over a prolonged period.

DURAPRENE™ Nitrile Rubber compound: Our own branded rubber compound made to European standard with high durability and high frictional resistance and high grip characeristics.
Nail-protective insole: Nail-proof textile insole made from Heat treated ceramic and ballistic fibres is light and flexible whilst providing thermal insulation underfoot as it is four times less conductive to cold than traditional steel insoles.